

| 小型-軽量
振動分析計 VA-12 |
主な用途
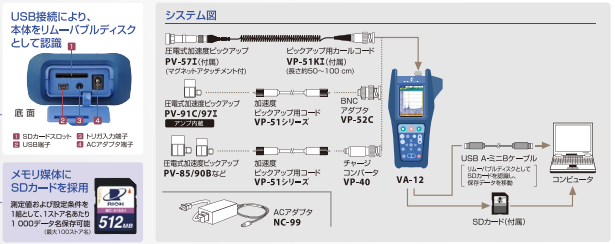
-製品開発:製品開発時の振動測定 -品質保証:製品の出荷検査、設置機械の動作確認 -保全部門:定期修理(点検)後の立ち上げ動作試験 -簡易診断:日常点検、異常振動の監視 -精密診断:異常振動発生時の振動測定、原因調査 |
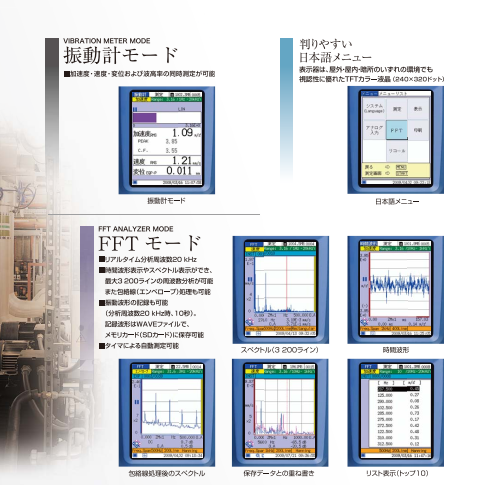
振動計モード
| 振動とは
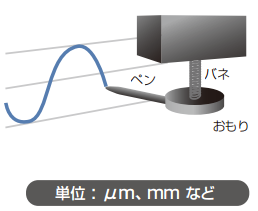
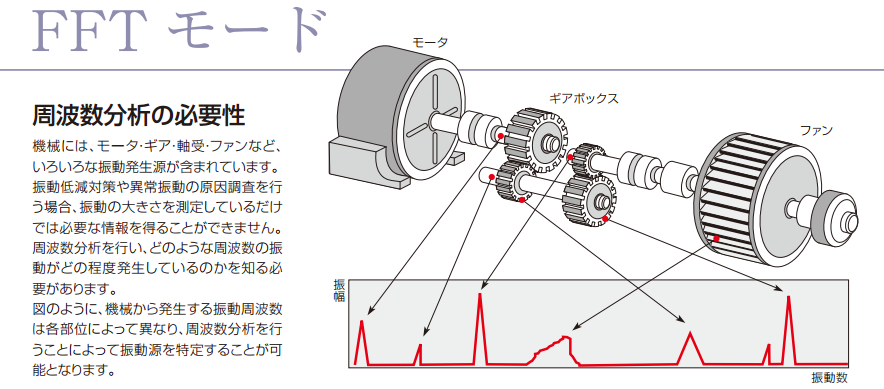
機械振動は図のようなバネとおもりが複雑に組み合わされた振動として表現出来ます。 振動を表現する基本的な物理量には、変位、速度、加速度があり、それぞれの値を計測することにより機械の状態を把握することが出来ます。
変位とは 基準位置からの移動距離を表す量です。 例として、自動車が100m移動した場合、移動距離(100m)が変位になります。 振動では物体が静止位置から移動した距離を表し正負に変化します。
速度とは 単位時間当たりの変動を表す量です。振動エネルギーに関係します。 例として、自動車が10秒間で100m移動した場合、移動距離(100m)を時間(10秒)で除算した値(10m/s)が速度となります。振動とは、短時間の内に変位の大きさや方向が変化するため、速度もー定ではなく変化します。 速度=変位x2π x振動数の関係があります。
加速度とは 単位時間当たりの速度の変化を表す量です。 衝撃力のような力の大きさに比例します。 例として、10m/sで移動している自動車が2秒間で30m/sに加速した場合、速度の変化量(20m/s)を時間(2秒)で除算した値(10m/s²)が加速度となります。振動では短時間の内に速度の大きさや方向が変化するため、加速度もー定ではなく変化します。 加速度=速度x2π x振動数の関係があります。
変位、速度、加速度の使用方法 変位 -低域振動数の測定(200Hz以下) -変化量そのものが問題になる場合 -引っ張りや圧縮などによる静的な変形による損傷問題 -接触の危機、加工精度 速度 -中域振動数の測定(10Hz~1kHz) -アンバランス、ミスアライメント、ボルトの緩み、ガタなどの検出 -振動シビアリティ(ISO 10816、JIS B 0906) -金属疲労働 加速度 -高域振動数の測定(1Hz以上) -軸受や歯車などの欠陥検出
|
  |

振動計モードの応用
簡易診断
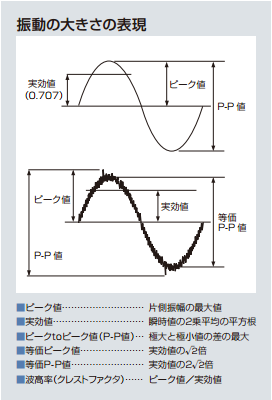
| 振動の大きさ
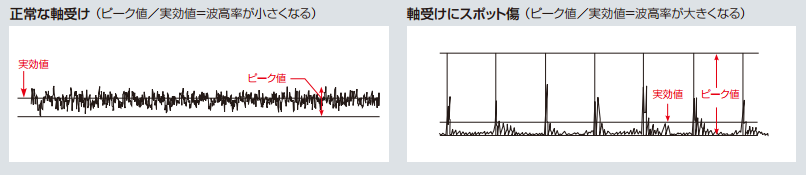
機械の移動状態が正常であるか、または異常現像が発生しているかを、振動の大きさを計測することによって判断する技術です。 具体的に、速度領域の周波数(1000Hz以下)に基準値より高い振動がある場合は(アンバランス、ミスアライメント、ゆるみ)など、また加速度領域の周波数(1kHz~10数kHz)の振動値が高ければ軸受や歯車の異常であるなど、要因や部位を明確にすることが出来ます。 波高率 クレストファクタ(C.F.)とも呼ばれ、波形の衝撃性を表す指標の一つです。 実効値とピーク値の比にとって定義されます。 値が大きいほど衝撃性が高いことを意味します。 加速度の波高率は、軸受けの初期的な傷を診断するのに有効です。 波高率=ピーク値/実効値
|
 |
軸受に傷が付いた初期段階の振動波形は図のようになり、正常な軸受けに比べて波高率が大きくになります。
機械設備の保守管理 振動の大きさを定期的に計測して判定基準に基づき正常か異常かを判断します。
| 絶対判断基準
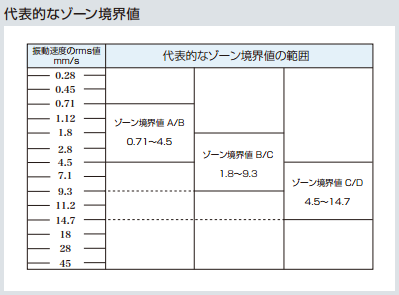
ISO 10816シリーズ (非回転部分における測定による機械振動の評価) ISO 10816-1:1995/Amd 1:2009において、機械振動の判定基準は示された範囲の中で評価に使用する評価基準を機械の供給者と使用者の合意によって決まること、評価の境界値は測定位置や機械の支持剛性などを考慮して決めることと定めています。 *判定基準値 A:新設の機械は通常この範囲に入る B:長期連続運転可能 C:長期連続運転不可。期間限定で運転可能 D:損傷を起こす可能性が高い。運転不可
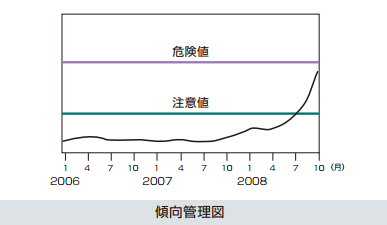
相対判定基準(傾向管理) 正常状態を基準にして注意値や危険値などの判定基準を決まる方法です。 注意値を超えた場合は監視を強め、危険値を超えた場合は精密診断を行います。一般的に正常値の2~3倍を注意値、注意値の2~3倍を危険値とします。 機械の振動測定部位、測定方向、測定周期を決め、測定値などを時系列的に書き込んだグラフ(傾向管理図)を作成して管理します。 |
  |
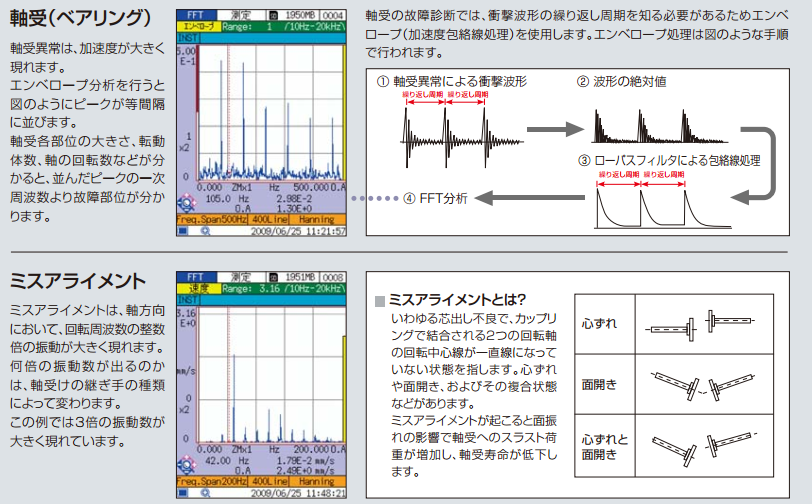
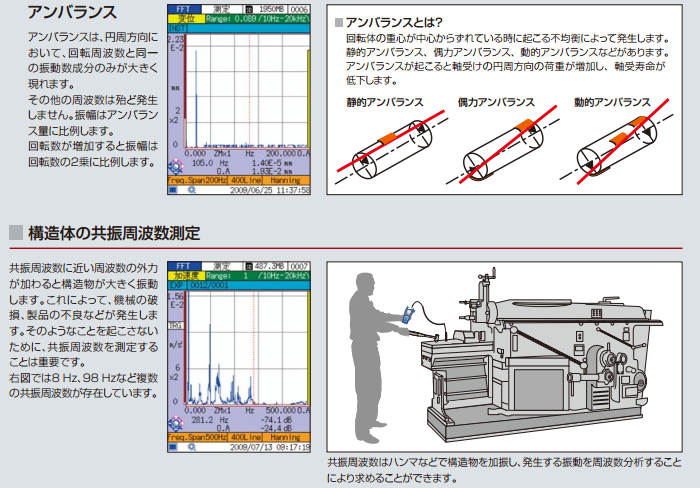
FFTモード応用
製品の品質検査
回転機械の精密診断
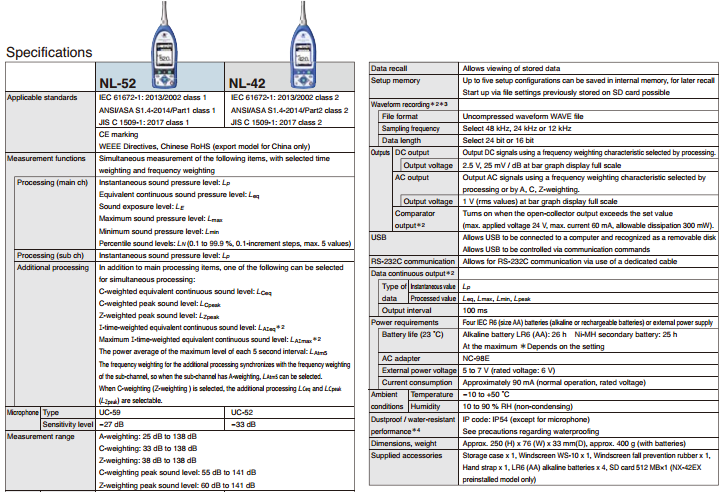
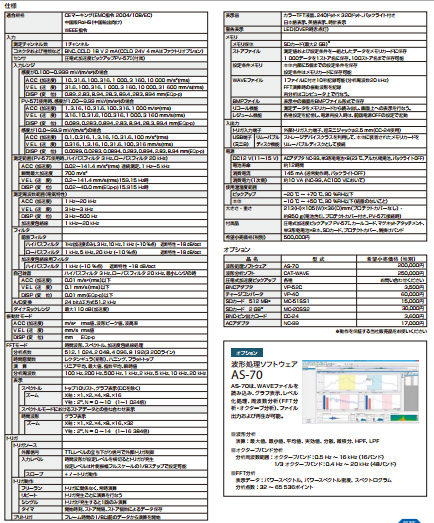
仕様
サポートの必要がある場合は弊社に問い合わせください。
ありがとうございます。