振動分析プログラム
SX-A1VA

振動分析プログラムSX-A1VAは多機能計測システムSA-A1に振動測定の機能を付加するプログラムです。
振動計測の基本的な機能を有し、 産業機械の設備診断や傾向管理が行えます。
さらにFFT分析機能やエンベロープ処理機能を用いた精密診断なども行えます。
また、 ISO絶対値判定機能を用いた評価が可能です。
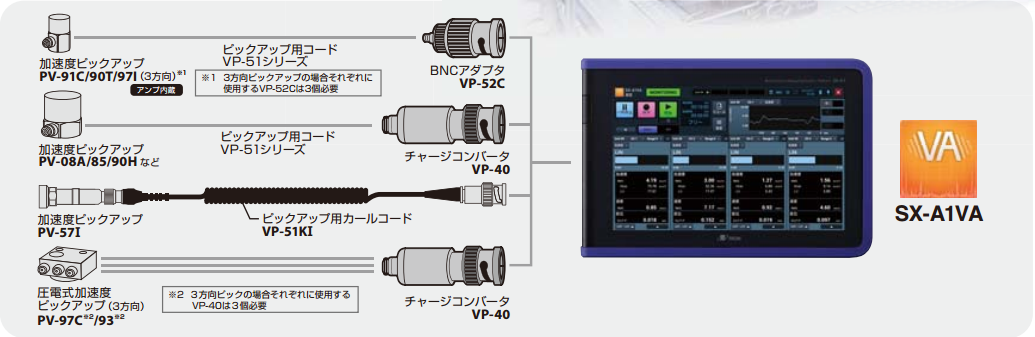
最大4個の加速度ピックアップを接続することができるため、 水平2方向・鉛直1方向や複数面の同時計測が可能です。
| 振動計モード
● 加速度・速度・変位を同時に計測 ● オートストア機能により振動値と回転数を100 msec毎に連続保存 ● 指定した計測時間で振動量の平均値を算出(測定データが変動している場合の代表値読み取りが簡単) ● 加速度・速度・変位のそれぞれにフィルタ(HPF、 LPF) を個別に設定可能 |
 |
接続例
簡易診断
| 振動の大きさを定期的に計測して判定基準に基づき正常か異常かを判断します。
右記は4チャンネルの絶対値判定モードの画面例です。危険は赤紫色、 注意は黄色、 良好は緑色で計測結果を表示するため、 一目で振動の状態を把握できます。 絶対値判定モード(絶対値判定機能) ISO 10816シリーズ
●判定基準値 標準モード(判定機能) チャンネルごとに加速度・速度・変位いずれかの閾値を上下で2つ設定して判定できます。 |
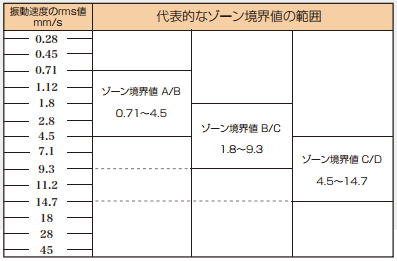
 代表的なゾーン境界値
|
精密診断(FFT分析機能・エンベロープ処理機能)
FFT分析機能やエンベロープ処理(加速度包絡線処理) 機能を使用して、 異常原因の特定や程度、
発生位置の特定を行います。 以下に3つのパターンから振動原因の分析を行った例を示します。
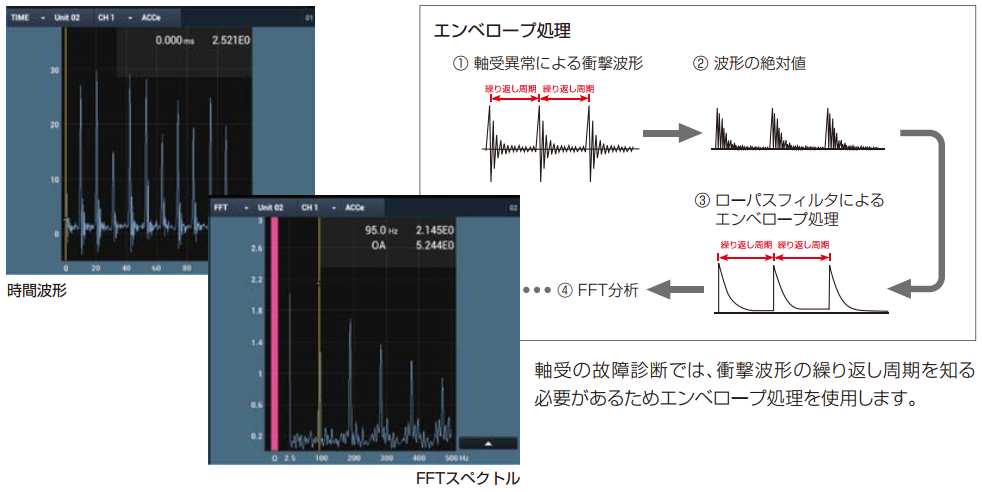
軸受異常(ベアリング)
軸受異常は、 加速度が大きく現れます。エンベロープ分析を行うと図のようにピークが等間隔に並びます。
軸受各部位の大きさ、 転動体数、 軸の回転数などが分かると、 並んだピークの一次周波数より故障部位が分かります。
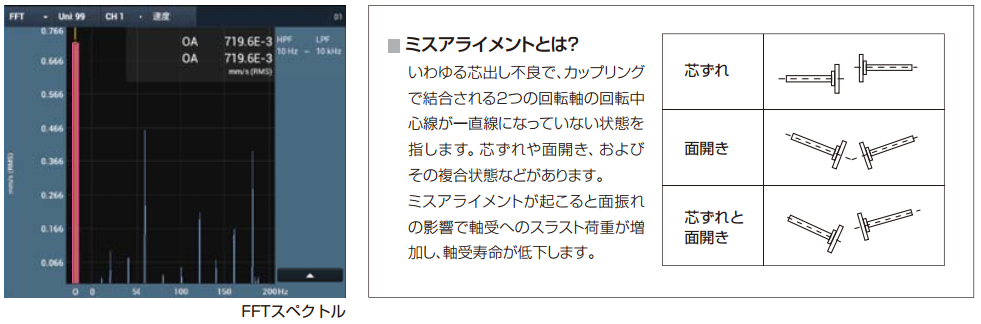
ミスアライメント
ミスアライメントは、 軸方向において、 回転周波数の整数倍の振動数成分が大きく現れます。
何倍の振動数成分が出るかは、 軸受の種類によって変わります。
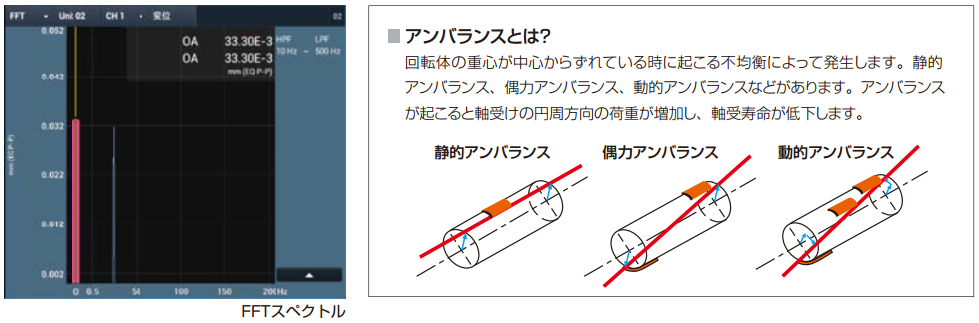
アンバランス
アンバランスは、 円周方向において、 回転周波数と同一の振動数成分のみが大きく現れます。 その他の振動数成分は殆ど発生しません。 振幅はアンバランス量に比例します。回転数が増加すると振幅は回転数の2乗に比例します。
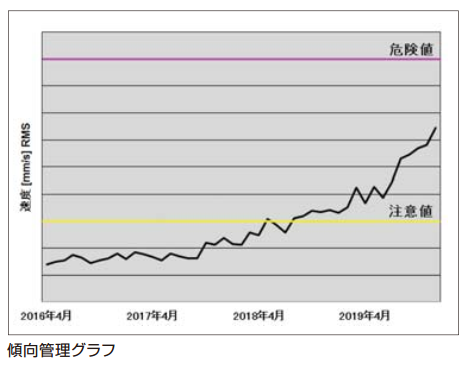
傾向管理(相対値判定)
| SX-A1VAで定期的に測定し蓄積された加速度・速度・変位の測定データを一括で出力し、 エクセルなどの表計算ソフトウェアを使って、 傾向を管理することができます。回転装置など、振動状態が変化する振動の異常原因を把握するには、測定データを蓄積して管理することが必要となります。蓄積した測定データから基準値を定め、 注意値、 危険値を判定します。 | 注意値を超えた場合は監視を強め、危険値を超えた場合は精密診断を行います。一般的に振動速度領域では正常値の2~3倍を注意値、注意値の2~3倍を危険値とします。機械の振動測定部位、測定方向、測定周期を決め、測定値などを時系列的に書き込んだグラフ(傾向管理グラフ)を作成して管理します。 |
 |
 |
 |
 |
サポートの必要がある場合は弊社に問い合わせください。
ありがとうございます。